
Визначення
Існуюча класифікація зварювальних швів містить визначення положень зварювання. Кожному виду присвоюються цифри та літери, що чітко вказують на різновид шва. Ці позначення вказують на кресленнях виробу. Зварювальник під час навчання своїй професії зобов’язаний вивчити позначення положень шва і довести свої знання на екзамені. Це дасть йому можливість з легкістю читати креслення виробів і робити практичні висновки.
Види зварюваних деталей
Введення загальноприйнятих позначень систематизує поняття про різні положення при зварювальному процесі. Зварювальникам необхідно пройти атестацію, яка починається із екзамену із практики. Якщо він успішно пройдений, то кандидат має відповісти на теоретичні питання по основам зварювання. Вони можуть відрізнятися в залежності від напрямку, що вибрав майбутній зварювальник. Проте, існують загальні питання, знання яких є обов’язковим. До таких питань відносять позначення швів у різних просторових положеннях.
Зварювальні положення
Існує чотири основних варіанти просторового положення під час зварювання. Найпростіше у виконанні – горизонтальне нижнє положення. Найважчим же вважається горизонтальне стельове. Крім того, різні просторові положення мають свої нюанси під час виконання зварювальних робіт.
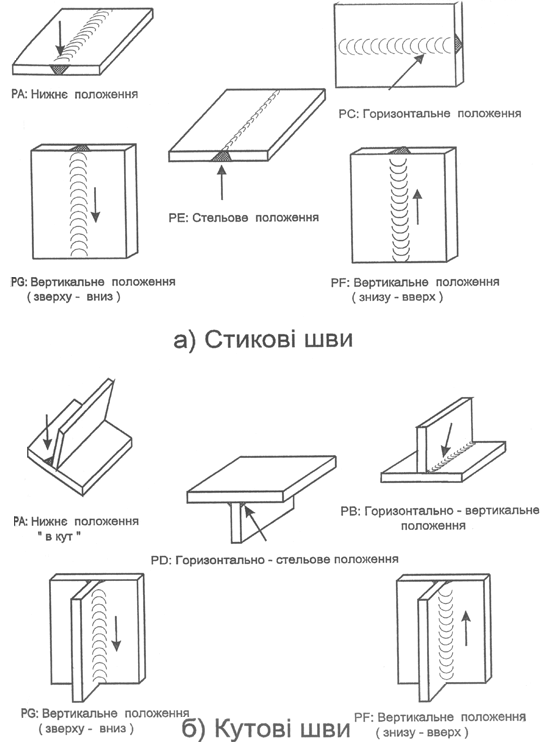
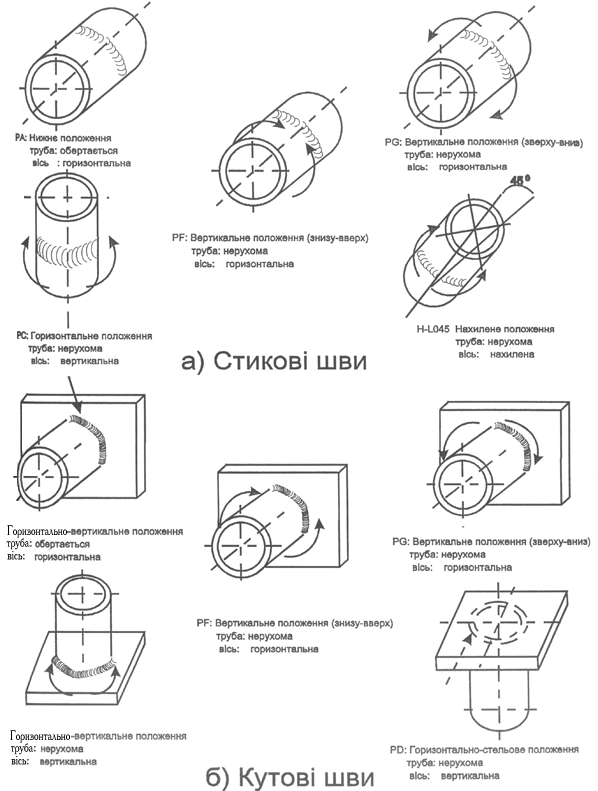
Зображення вище взяті із чинного ( станом на 2020 рік) Наказу Про затвердження Правил атестації зварників
Нижнє
Нижнє положення є простим і найбажанішим для будь-якого зварювальника. Цей варіант застосовують для зварювання деталей невеликого розміру або, якщо до якості шва не висуваються жорсткі вимоги. При цьому, положення електрода є вертикальним.
На якість шва в нижньому положенні впливають товщина зварювальних деталей, розмір зазору між ними, величина струму. Даний метод є високопродуктивним. Недоліком є можливість виникнення пропалів. У нижньому положенні можна використовувати стикове та кутове з'єднання.
Горизонтальне
При цьому з’єднанні елементи, що сполучаються, знаходяться у вертикальній площині. Зварний шов розташовується горизонтально. Електрод знаходиться в горизонтальній площині, але перпендикулярно до шва. Складнощі при роботі викликає можливе розбризкування рідкого металу зі зварювальної ванни і потрапляння на розміщену знизу кромку. Перед початком роботи необхідно провести підготовчі роботи, а саме, підрізати кромки.
Вертикальне
Деталі, що зварюються, розташовують у вертикальній площині таким чином, щоб щов між ними також був вертикальним. Електрод же розташований у горизонтальній площині перпендикулярно шву.
Лишається проблема падіння крапель розплавленого металу. Роботу слід проводити виключно короткою дугою. Це попередить потрапляння рідкого металу у кратер шва. Рекомендується застосування електродів з покриттям, що підвищують в’язкість вмісту ванни.
Із двох існуючих способів руху, по можливості, варто вибирати рух знизу-вверх. Тоді стікаючий метал при застиганні буде формувати сходинку, що перешкоджатиме подальшому його сповзанню. Цей процес займає більше часу. Способом зверху-вниз ефективність збільшується за рахунок зниження якості шва.
Стельове
По своїй суті це горизонтальний шов, розміщений в незручному для роботи місці. Зварювальнику доводиться довгий час перебувати у складній позі з витягнутою рукою. Від кваліфікації це, зазвичай, не залежить, але в досвідчених майстрів є свої прийоми, що дозволяють полегшити процес зварювання у цьому положенні. В будь якому разі, доведеться робити перерви.
Положення при зварюванні деталей буде горизонтальним, а електрода – вертикальним. Шов знаходиться внизу кромок. Головний ризик поганого шва полягає в тому, що рідкий метал стікає вниз, але не завжди потрапляє у зварювальну ванну.
Для роботи у стельовому положенні варто використовувати невеликий струм та якомога коротшу дугу. Електроди повинні мати невеликий діаметр і тугоплавке покриття, що буде утримувати краплини металу за рахунок поверхневого натягу. Цей вид зварювання є вкрай небажаним у разі з’єднання деталей малої товщини.