

Зварювальнику-початківцю важко обрати електроди для зварювання металів у домашніх умовах. Вони можуть бути металевими або неметалевими, мати відмінне по складу покриття та використовуватися для виконання різних робіт. Зазвичай слугують витратним матеріалом для зварювальних трансформаторів, генераторів, інверторів та деяких видів напівавтоматів.
Так як асортимент зварювальних електродів великий та різноманітний, варто розібратися як вони відрізняються між собою, який тип обрати для конкретного виду робіт та які існують режими роботи.
Що таке електроди
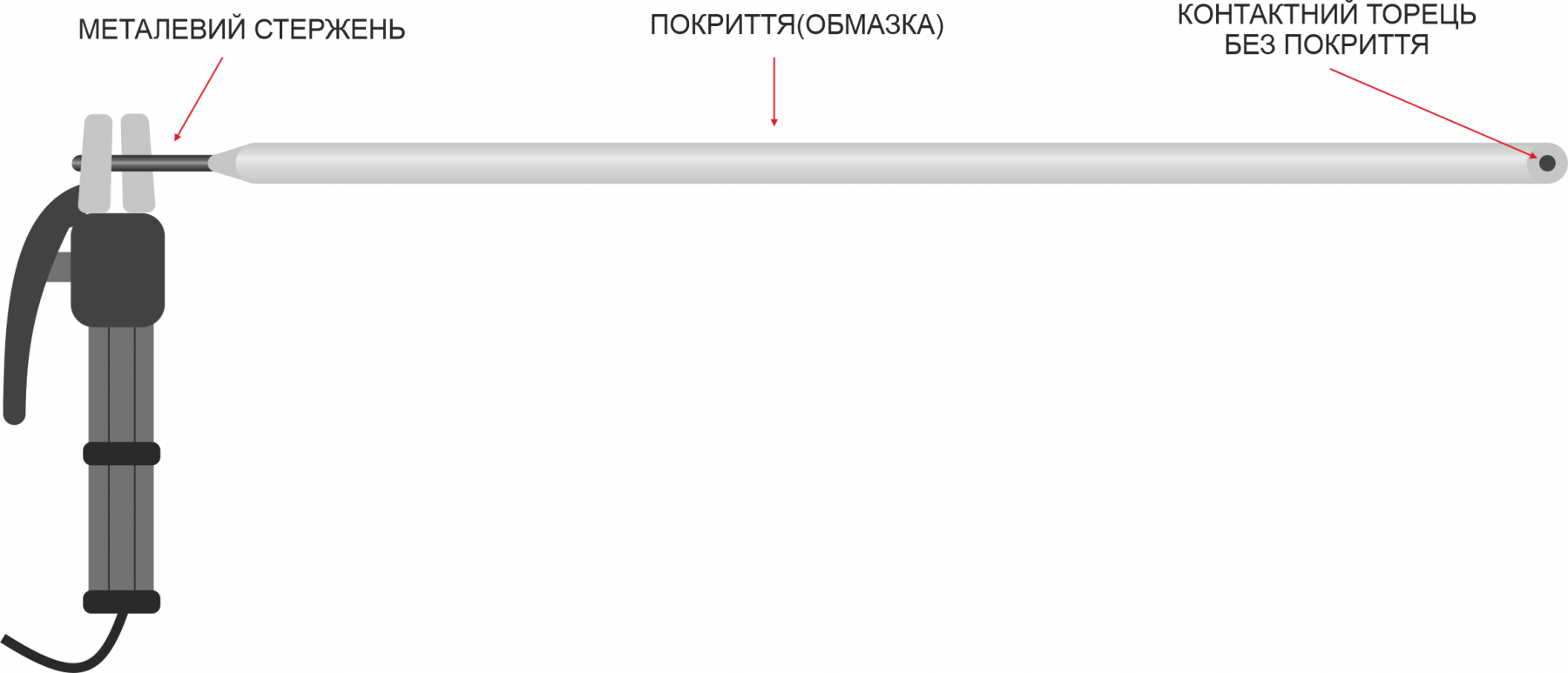
Зварювальний електрод - це невеликий стержень, виготовлений з високоелектропровідних матеріалів. Встановлюється в патрон зварювального обладнання. Покриття на електроді забезпечує захист області зварювання від зовнішнього впливу повітря, допомагає стабілізувати дуговий розряд та покращити характеристики зварюваного металу.
Тип та властивості даного витратного матеріалу напряму впливають на якість зварювального шву. Тому при виборі зварювальних електродів необхідно враховувати:
● тип та товщину металу деталі, що буде оброблятися;
● розміщення в просторі електрода під час зварювання.
Варто зазначити, що діаметр електрода та обмазка враховуються для визначення сили зварювального струму. Так, діаметр стержня множиться на 30-50А, відповідно на товщину 4мм електрод подається струм силою 120-200А.
Також важливим фактором є покриття електродів.
Види електродів, їх переваги та недоліки
Розрізняють електроди непокриті та покриті з нанесенням стабілізуючої суміші, яка легко іонізує зварювальну дугу.
Електроди без покриття використовувалися ще до розвитку зварювальної промисловості та наразі практично не зустрічаються. На сьогоднішній день їх заміною є металевий зварювальний дріт.
Обмазка на електродах дозволяє створити стабільне та стійке горіння дуги, захищає металеву оброблювальну поверхню від впливу кисню та азоту, утворюючи в процесі роботи шлакові корки і тим самим уповільнює процес охолодження металу та сприяє виведенню неметалевих домішок та газів на поверхню.
Розрізняють наступні види покриття (обмазки):
1. Основне покриття («Б»). До його складу входять магнезит, фтористий кальцій, карбонат кальцію, карбонат магнію, мармур, доломіт або магнезит. Такі електроди мають низьку окисну здатність та працюють на постійному струмі зі зворотною полярністю. Зварювання допускається у будь-яких положеннях за виключенням вертикального. Використовуються для металевих конструкцій, в яких необхідно зробити максимально якісний шов, наприклад, при зварюванні трубопроводів.
Переваги: шов має високу пластичність та ударну в’язкість при звичайних та низьких температурах, стійкий до утворення гарячих тріщин.
Недоліки: в процесі зварювання можуть з’являтися пори, якщо краї зварюваних деталей мають окалини, вологу або корозію, а також при подовженні дуги.
2. Рутилову («Р») обмазку можна використовувати при постійному та змінному струмі, та працювати на обладнанні з низькими значеннями холостого ходу. Для створення рутилового покриття використовується рідке скло з діоксидом титану, алюмосилікатів, сплаву марганцю і заліза, карбонату. Особливостями таких стержнів є можливість працювати в будь-яких положеннях, за виключенням заварювання зверху вниз.
Плюсами рутилових електродів є легкий підпал, навіть повторний, невелике розбризкування, просте відділення шлаку та формування шва хорошої якості.
Мінусом виступає можливість утворення шлаку, який важко відділити на матеріалах, сильне нагрівання при зварюванні.
Вважається, що для зварювання у домашніх умовах найбільше підходять рутилові електроди, особливо зварювальникам-початківцям, так як ними легко користуватися та досягти якісного результату.
3. Целюлозна («Ц») обмазка крім целюлози містить декстрин, крохмаль та харчове борошно. Целюлозними електродами можна зварювати в будь-яких напрямках, навіть зверху вниз, і при постійному та змінному струмі. Використовуються для одностороннього зварювання на будівельних роботах з обов’язковим проплавленням кореневого шва.
Серед інших переваг варто зазначити можливість зварювання вуглецевих та низьковуглецевих видів сталі. Підходять електроди для зварювання дома в важкодоступних місцях. Серед недоліків є швидке вигорання, більші в порівнянні з іншими видами витрати металу через розбризкування. Целюлозні електроди забороняється прокалювати, допускати перегрів та використовувати для загартованих сталевих деталей.
4. Кисле («А») покриття містить оксиди заліза, кремнію та марганцю. Варто зазначити, що працювати з такими електродами можна тільки на відкритому повітрі, так як під час роботи виділяються токсичні речовини. Можна працювати на постійному та змінному струмі в різних положеннях, крім зварювання вертикального шву зверху вниз.
До переваг відносять легке шлаковидалення, висока швидкість роботи, малий відсоток поглинання вологи з повітря, практична відсутність пор при зварюванні, малочутливі до іржі, легко запалюється дуга. Недоліками виступають високий коефіцієнт розбризкування, можливе утворення гарячих тріщин та підрізів. Не використовуються для металевих елементів з високим вмістом сірки та вуглецю.
5. Змішане рутилово-целюлозне, кисло-рутилове, рутилово-основне та інші види покриття. Електроди зі змішаним типом об’єднують в собі якісні властивості різних типів обмазки електродів.
Покриття електрода обирається в залежності від типу матеріалу, який буде зварюватися. Хімічний склад обмазки електрода має бути схожим до складових зварювального матеріалу, мати низьку температуру плавлення та недовгий період затвердіння. Виходячи з саме цих вимог електроди підбираються для вуглецевих, легованих та високолегованих сталей, нержавіючого металу, чавуну, алюмінію та інших різновидів сплавів.
Також варто врахувати при виборі електродів такі характеристики:
● діаметр стержня;
● сила струму при зварюванні;
● товщина зварюваного металу.
Відповідність для зварювання інвертором наступна:

Також важливе значення має положення інструменту при зварюванні, якщо він буде у вертикальному положенні, то необхідно силу струму зменшити 15-20%.
Всі необхідні характеристики електродів у вигляді маркування вказані на упаковці:
1. Міцність електрода зазначається в першому блоці маркування, наприклад, Э50А означає, що можна використовувати для ручного дугового зварювання, при цьому міцність зварювального шву рівна 50 кгс/кв.мм. Символ «А» означає, що шов буде стійким до ударних та вібраційних навантажень, якщо літери в маркуванні нема, то електрод звичайної якості.
Електроди для роботи з високолегованою сталлю в першому блоці маркування містять хімічний склад покриття, щоб майстер міг підібрати правильний електрод для конкретної марки сталі та зберегти однаковий склад зварювального шва та основного матеріалу.
2. Назва, по якій можна ідентифікувати тип електрода.
3. Діаметр.
4. Сфера застосування:
● У – вказує на можливість обробки вуглецевої та низьколегованої сталі;
● Л – легованої конструкційної сталі підвищеної міцності;
● Т – для роботи з легованою теплостійкою сталлю;
● В – високолегована сталь з особливими параметрами.
5. Товщина покриття:
● М – тонка;
● С – середня;
● Д – товста;
● Г – потовщена.
6. Індекс, який присвоюється електроду після випробувань, зазвичай для зварювальника не є важливою інформацією.
7. Тип покриття.
8. Можливе положення стержня в просторі при зварюванні:
● 1 – будь-яке положення;
● 2 – довільне, за виключенням вертикального, якщо зварювання робиться зверху вниз;
● 3 – любе, крім стельового та вертикального;
● 4 – тільки в нижньому положенню;
9. Вид та полярність струму.
Які електроди використовують у домашніх умовах
Зварювальні інвертори завдяки доступній ціні та простому використанню практично витіснили звичайне трансформаторне обладнання. Можливість якісно та швидко зварювати металеві деталі та конструкції зробило їх найбільш популярним та затребуваними для в домашніх умовах.
Які електроди обрати для зварювання алюмінію
Алюмінієві сплави досить важко зварювати в домашніх умовах. Майстер повинен мати досвід та певні навички.
Для отримання стабільної дуги та створення якісного шву, стержень потрібно попередньо прогріти протягом двох годин при температурі 200 градусів. Для зварювання струм повинен бути постійним зі зворотною полярністю. На 1 мм товщини матеріалу сила струму обирається 25-30А.
Які електроди обрати для зварювання чавуну
Чавун належить до важкозварних металів через вміст великої кількості вуглецю та низьку пластичність. Зварювання чавуну набуло поширення як засіб виправлення браку чавунного литва, ремонту чавунних виробів, а іноді й при виготовленні конструкцій. Зварювання чавунів може проводитись електродуговим методом плавкими або неплавкими (вольфрамовими, вугільними, графітовими) електродами з підігрівом чи без нього а також методом газового зварювання.
Електроди для зварювання нержавійки
Для зварювання поверхонь з нержавіючої сталі найбільш часто використовують електроди з основним покриттям. При цьому зварювальник повинен мати певний рівень підготовки.
Ціни на електроди
Вартість електродів напряму залежить від їх розміру, діаметру, виду та виробника. У нашому інтернет-магазині доступні електроди навіть у поштучному пакуванні. Також є можливість купити вироби для зварювання оптом та в роздріб.
Електроди ПлазмаТек
PlasmaTec – визнаний лідер у виробництві якісних зварювальних електродів. Компанія використовує європейську сировину, яка додатково проходить контроль в лабораторіях підприємства. Вся продукція поставляється у вологостійкій упаковці, на яку нанесена повна інформація по складу та використанню. Продукція ПлазмаТек користується попитом та займає лідируючі позиції на українському ринку завдяки постійному впровадженню інновацій та гарантованому результату у вигляді міцних та якісних швів.
Висновки
Правильно підібраний тип електроду для зварювання дозволяє оптимізувати кількість витратного матеріалу, покращити зварювальний шов та скоротити час виконання роботи. Від якості покриття залежить стабільність горіння дуги під час зварювання та захист від окислення звареного шва в процесі охолодження.